- Nr. 8, Zaolin Road,
Longxiang-Straße,
Tongxiang, Zhejiang, China - +86 573 89381086[email protected]
- DownloadsPDF-Broschüren
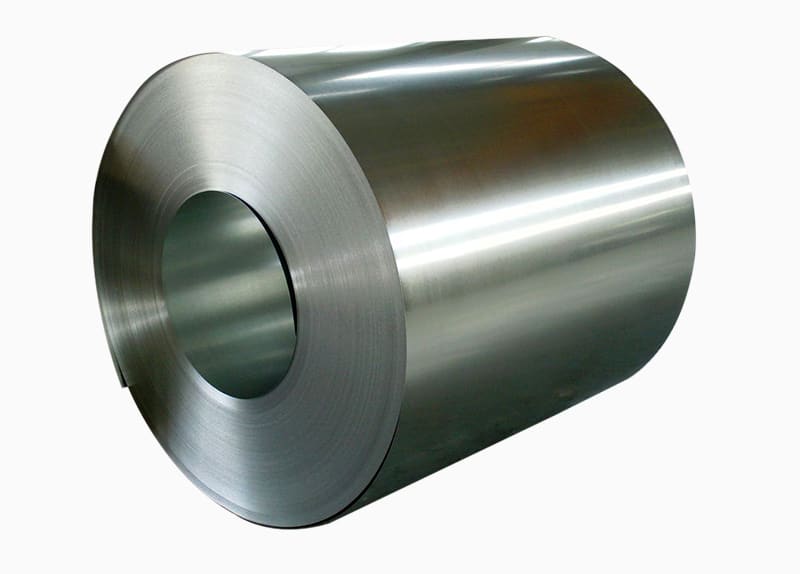
Die Reise eines Stahlcoils beginnt lange bevor es in einer Fabrik oder auf der Baustelle ankommt. Es beginnt damit, dass die Rohstoffe Eisenerz, Kokskohle und Kalkstein einem Hochofen zugeführt werden, wo sie bei Temperaturen über 2.700 °F (1.480 °C) zu flüssigem Roheisen geschmolzen werden. Das geschmolzene Eisen wird dann in einen Sauerstoffbasisofen (BOF) oder Elektrolichtbogenofen (EAF) überführt, wo Verunreinigungen entfernt und der Kohlenstoffgehalt sorgfältig eingestellt wird, um flüssigen Stahl der gewünschten Zusammensetzung zu erzeugen.
Der flüssige Stahl wird kontinuierlich in dicke Brammen gegossen – typischerweise 200 bis 250 mm dick und bis zu 2 Meter breit. Diese Brammen sind der Ausgangspunkt für alle flachgewalzten Stahlprodukte, einschließlich Coils. Nach dem Gießen werden die Brammen entweder sofort verarbeitet oder in einem Brammen-Wärmeofen erneut erhitzt, bevor sie in die Warmbandstraße gelangen, die Anlage, die direkt für die Herstellung warmgewalzter Stahlbunde verantwortlich ist.
In der Warmbandstraße wird die wiedererwärmte Bramme nach und nach zwischen einer Reihe von Walzgerüsten gequetscht, wobei jedes Walzgerüst die Dicke verringert, während das Band länger wird und schneller wird. Wenn das Band die Fertiggerüste verlässt, kann es sich mit einer Geschwindigkeit von 80 km/h oder mehr bewegen und wurde von einer 250-mm-Platte auf ein Band mit einer Dicke von nur 1,5 mm reduziert. Anschließend wird das Band auf einem Auslauftisch mit kontrollierten Wasserstrahlen abgekühlt, bevor es von einem Abwickelhaspel zu einem Coil aufgewickelt wird. Die Wickeltemperatur wird sorgfältig gesteuert, da sie sich direkt auf die Mikrostruktur und die mechanischen Eigenschaften des Endprodukts auswirkt.
Warmgewalzte Coils können für viele Anwendungen direkt verkauft werden, aber für Anwendungen, die engere Toleranzen, bessere Oberflächenqualität oder höhere Festigkeit erfordern, ist eine weitere Verarbeitung erforderlich. Das warmgewalzte Coil wird zunächst gebeizt, also durch ein Bad aus Salz- oder Schwefelsäure geführt, um die Oxidschicht von der Oberfläche zu entfernen. Dadurch entsteht ein gebeiztes und geöltes (P&O) Coil, das direkt verwendet oder dem Kaltwalzen zugeführt werden kann.
Im Kaltwalzwerk wird die Dicke des gebeizten Bandes bei Raumtemperatur weiter reduziert, typischerweise um 50–90 % seiner Eingangsdicke. Dies verbessert die Ebenheit, Oberflächengüte und Maßgenauigkeit erheblich und erhöht gleichzeitig die Streckgrenze durch Kaltverfestigung. Das kaltgewalzte Coil wird dann geglüht – in einem Ofen mit kontrollierter Atmosphäre erhitzt –, um die beim Kaltumformen verlorene Duktilität wiederherzustellen. Moderne kontinuierliche Glühlinien können Coils mit hoher Geschwindigkeit verarbeiten, während für Produkte, die eine sehr weiche Härte erfordern, das Chargenglühen (mit Haubenöfen) eingesetzt wird.
Nach dem Glühen durchlaufen kaltgewalzte Coils typischerweise einen Anlasswalzdurchgang – eine leichte Reduzierung von etwa 0,5–2 % –, der die Streckgrenzendehnung eliminiert (ein Phänomen, das beim Formen Oberflächenmarkierungen namens Lüders-Linien verursachen würde) und die Oberflächenbeschaffenheit und Ebenheit des Bandes fein abstimmt. Coils mit Ebenheitsfehlern können auch über eine Spannungsrichtanlage verarbeitet werden, die das Band streckt, um Wellen, Coil-Setzungen oder Querschläge zu entfernen.
Ein großer Teil der weltweit eingesetzten Stahlcoils erhält eine schützende oder dekorative Beschichtung, bevor sie den Endverbraucher erreichen. Beschichtungslinien sind kontinuierliche Hochgeschwindigkeitsbetriebe, bei denen das Stahlband in einem einzigen Durchgang durch die Linie gereinigt, vorbehandelt, beschichtet und getrocknet oder ausgehärtet wird. Die Art der aufgetragenen Beschichtung bestimmt die Korrosionsbeständigkeit, Formbarkeit, Lackierbarkeit und das Aussehen der Oberfläche des Endprodukts.
In einer kontinuierlichen Feuerverzinkungsanlage wird das Stahlband in einer Schutzatmosphäre gereinigt und geglüht, bevor es in ein Bad aus geschmolzenem Zink bei etwa 460 °C getaucht wird. Wenn das Band den Zinktopf verlässt, blasen Luftmesser überschüssiges Zink ab, um die Beschichtungsdicke zu steuern. Das Gewicht der Zinkbeschichtung – ausgedrückt in Gramm pro Quadratmeter (g/m²) – reicht von Z60 (60 g/m²) für leichte Innenanwendungen bis Z275 (275 g/m²) für anspruchsvolle Außen- oder Strukturanwendungen. Das Zink verbindet sich metallurgisch mit der Stahloberfläche und bietet einen Barriereschutz sowie einen kathodischen (Opfer-)Schutz, der die Ausbreitung von Rost verhindert, selbst wenn die Beschichtung zerkratzt ist.
Coil Coating ist eines der effizientesten Lackierverfahren in der Fertigung. Das Stahlband durchläuft eine Reihe chemischer Vorbehandlungsstufen, das Auftragen einer Grundierung und das Auftragen einer Deckschicht mithilfe von Walzenbeschichtern, wobei zwischen den einzelnen Stufen Härtungsöfen vorgesehen sind. Der gesamte Prozess erfolgt in einem einzigen kontinuierlichen Durchgang bei Bandgeschwindigkeiten von bis zu 200 Metern pro Minute. Das Ergebnis ist ein vorlackiertes Stahlband mit einer äußerst gleichmäßigen, langlebigen Oberfläche, die eine Lackierung nach der Fertigung überflüssig macht. Zu den Beschichtungen gehören Polyester, PVDF (Polyvinylidenfluorid), SMP (Siliziummodifizierter Polyester) und Plastisol, die jeweils unterschiedliche Kompromisse in Bezug auf Flexibilität, UV-Beständigkeit und chemische Beständigkeit bieten.
Stahlcoils werden nach nationalen und internationalen Standards klassifiziert, die akzeptable chemische Zusammensetzung, mechanische Eigenschaften, Maßtoleranzen und Oberflächenqualität definieren. Die wichtigsten Standardsysteme, denen Sie begegnen werden, sind:
| Standardsystem | Herkunft | Beispiele für gängige Noten | Typische Verwendung |
| JIS (Japanischer Industriestandard) | Japan | SPCC, SPCD, SGCC, SGHC | Automobil, Haushaltsgeräte, Bau |
| EN (Europäische Norm) | Europa | DC01, DC04, DX51D, S355 | Allgemeine Umform-, Struktur- und beschichtete Produkte |
| ASTM (American Society for Testing and Materials) | USA | A1008, A1011, A653, A36 | Bau-, Industrie- und verzinkte Produkte |
| GB (Guojia Biaozhun) | China | Q235, Q345, ST12, ST14 | Strukturbau, Kaltumformung, Ziehen |
Viele dieser Sortenbezeichnungen sind hinsichtlich der Materialleistung im Wesentlichen gleichwertig, auch wenn die Namenskonventionen unterschiedlich sind. Beispielsweise handelt es sich bei JIS SPCC, EN DC01 und ASTM A1008 CS Typ B allesamt um kaltgewalzte Standardstähle in kommerzieller Qualität mit weitgehend ähnlichen Eigenschaften. Wenn Sie über internationale Lieferketten hinweg arbeiten, fordern Sie immer eine Querverweisdokumentation an oder lassen Sie Ihren Metallurgen die Gleichwertigkeit bestätigen, bevor Sie die Qualitäten austauschen.

Stahlspulen sind das Rückgrat der modernen Fertigung. Die schiere Vielseitigkeit von Flachstahl – in seinen verschiedenen Formen, Qualitäten und Beschichtungen – bedeutet, dass er in praktisch jedem Wirtschaftszweig auftaucht. Hier ein Überblick über die wichtigsten Anwendungsbereiche:
Die Automobilindustrie ist weltweit einer der größten Abnehmer von Stahlcoils. Kaltgewalzte und verzinkte Coils werden in Karosserieteile, Türverkleidungen, Motorhauben, Kotflügel und Strukturverstärkungen gestanzt. Spulen aus hochfestem und ultrahochfestem Stahl (UHSS) – mit Streckgrenzen über 600 MPa – werden zunehmend in sicherheitskritischen Teilen wie B-Säulen, Türträgern und Stoßfängerverstärkungen eingesetzt, wo sie Aufprallenergie absorbieren und es den Automobilherstellern gleichzeitig ermöglichen, Gewicht zu reduzieren und Kraftstoffverbrauchsziele zu erreichen.
Vorlackierte und verzinkte Stahlspulen werden zu Dachplatten, Wandverkleidungen, Pfetten, Stahlrahmenpfosten und Einfassungen rollgeformt. Warmgewalzte Strukturspulen werden geschlitzt und zu Hohlprofilen, Winkeln und Kanälen geformt, die in Stahlrahmengebäuden, Lagerhäusern und Industriekonstruktionen verwendet werden. Die Nachfrage des Bausektors nach beschichteten Spulen wird stark durch den Bedarf an langlebigen, wartungsarmen Gebäudehüllen unter allen Klimabedingungen bestimmt.
Waschmaschinentrommeln, Kühlschränke, Ofenauskleidungen und Klimaanlagengehäuse werden alle aus kaltgewalzten oder vorlackierten Stahlspulen hergestellt. Die Haushaltsgeräteindustrie erfordert eine gleichbleibende Oberflächenqualität und enge Dickentoleranzen, um sicherzustellen, dass Platten fehlerfrei geformt, geschweißt und lackiert werden können. Fingerabdruckbeständige beschichtete Stahlspulen – mit einer speziellen Oberflächenbehandlung, die sichtbare Fingerabdrücke minimiert – erfreuen sich bei hochwertigen Geräteoberflächen immer größerer Beliebtheit.
Weißblech – kaltgewalzter Stahl, der mit einer sehr dünnen Zinnschicht beschichtet ist – ist eines der ursprünglich beschichteten Stahlprodukte und nach wie vor unverzichtbar für Lebensmittel- und Getränkedosen, Aerosolbehälter und Farbdosen. Der verwendete Stahl muss extrem dünn (nur 0,1 mm), sehr flach und frei von Oberflächenfehlern sein, um bei den hohen Geschwindigkeiten moderner Dosenherstellungslinien geformt zu werden. Auch zinnfreier Stahl (TFS), der anstelle von Zinn mit Chromoxid beschichtet ist, wird häufig als kostengünstige Alternative für Non-Food-Verpackungen eingesetzt.
Stahlspulen spielen im Energiesektor eine wachsende Rolle. Elektrostahlspulen – siliziumlegierte kaltgewalzte Bänder mit sorgfältig kontrollierten magnetischen Eigenschaften – werden zu Blechen für Elektromotorkerne und Transformatorkerne gestanzt. Da die Zahl der Elektrofahrzeuge und Anlagen für erneuerbare Energien zunimmt, steigt die Nachfrage nach hocheffizienten Elektrostahlspulen. Auch Solarpanel-Montagesysteme, Windturmabschnitte und Rohrleitungsstähle werden aus flachgewalzten Coil-Produkten hergestellt.
Sogar aus seriösen Walzwerken können Stahlcoils Mängel aufweisen – einige stammen aus dem Stahlherstellungsprozess, andere entstehen beim Walzen, Beschichten oder Aufwickeln. Das Erkennen dieser Mängel hilft Ihnen bei der Entscheidung, ob Material gebrauchsfähig ist, herabgestuft werden muss oder abgelehnt werden muss. Zu den häufigsten Fehlerarten gehören:
Aufgrund ihrer hohen Rostschutzwirkung werden sie häufig ...

Der vollständige Name der PPGI-/PPGL-Spule lautet vorlack...
Hafen: Zhejiang, China Vorteile unserer vorlackierten ...

ANWENDUNG VON PPGI Konstruktion: Außen: Werkstatt, lan...




