- Nr. 8, Zaolin Road,
Longxiang-Straße,
Tongxiang, Zhejiang, China - +86 573 89381086[email protected]
- DownloadsPDF-Broschüren
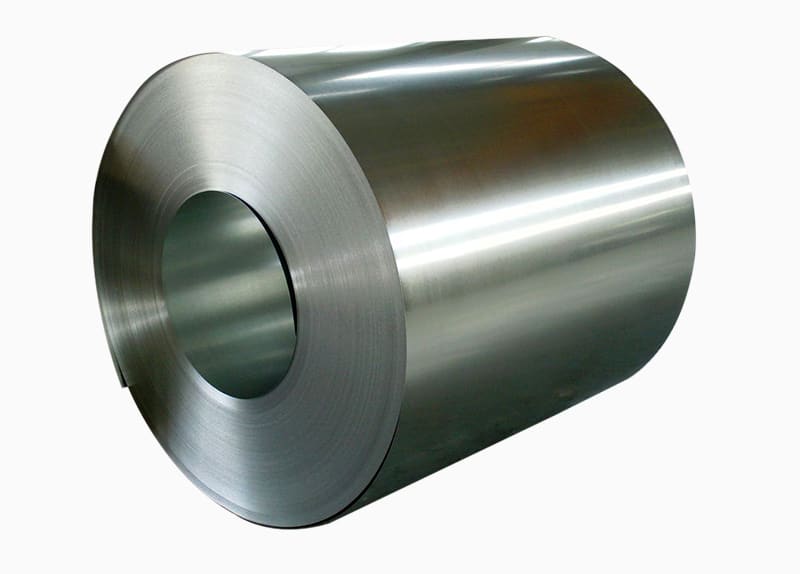
Warmgewalzte Stahlspulen sind eine der am häufigsten verwendeten Stahlformen in der modernen Fertigung und im Baugewerbe. Diese großen Rollen aus Stahlblech werden durch einen Hochtemperatur-Walzprozess hergestellt, wodurch ein vielseitiges Material entsteht, das für alles geeignet ist, von Gebäudestrukturen bis hin zu Automobilrahmen. Wenn Sie im Baugewerbe, in der Fertigung oder in der Metallverarbeitung tätig sind, kann Ihnen das Verständnis warmgewalzter Stahlspulen dabei helfen, eine bessere Materialauswahl zu treffen, Kosten zu kontrollieren und bei Ihren Projekten bessere Ergebnisse zu erzielen.
Warmgewalzte Stahlspulen werden durch einen Herstellungsprozess hergestellt, bei dem Rohstahl in flache, flexible Bleche umgewandelt wird, die zu massiven Spulen gewickelt sind. Die Bezeichnung „warmgewalzt“ bezieht sich auf die Temperatur, bei der der Stahl verarbeitet wird – oberhalb seiner Rekristallisationstemperatur, typischerweise über 1700 °F. Diese Hochtemperaturverarbeitung verleiht warmgewalztem Stahl seine charakteristischen Eigenschaften und unterscheidet ihn von kaltgewalzten Alternativen.
Die Herstellungsreise beginnt im Stahlwerk, wo Rohstoffe wie Eisenerz, Kohle und Kalkstein in Hochöfen zu geschmolzenem Stahl zusammengeschmolzen werden. Dieses flüssige Metall wird dann in große rechteckige Brammen, sogenannte Vorblöcke oder Knüppel, gegossen. Diese Halbzeuge können mehrere Tonnen wiegen und dienen als Ausgangspunkt für den Warmwalzprozess.
Sobald die Platten geformt sind, werden sie in Spezialöfen auf Temperaturen über 2000 °F erhitzt, bis sie leuchtend orange oder gelb leuchten. Diese extreme Hitze macht den Stahl formbar und bereit zum Walzen. Die erhitzten Brammen durchlaufen dann eine Reihe massiver Walzwerke, die die Dicke schrittweise verringern und gleichzeitig die Länge erhöhen. Stellen Sie sich das wie das Ausrollen von Teig vor – jeder Durchgang durch die Walzen macht den Stahl dünner und länger.
Während der Stahl mehrere Walzgerüste durchläuft, wird er von Hochdruckwalzen zusammengedrückt und zu immer dünneren Blechen geformt. Die Anzahl der Durchgänge und der ausgeübte Druck bestimmen die endgültige Dicke der Spule. Moderne Walzwerke verwenden computergesteuerte Steuerungen, um über die gesamte Länge des Coils, das sich über Hunderte von Fuß erstrecken kann, präzise Dickentoleranzen einzuhalten.
Nachdem die gewünschte Dicke erreicht wurde, durchläuft das heiße Stahlblech Kühlbetten oder Wasserbesprühungen, um die Temperatur kontrolliert zu senken. Dieser Abkühlungsprozess beeinflusst die endgültigen mechanischen Eigenschaften und die Kornstruktur des Stahls. Abschließend wird der abgekühlte Stahl mithilfe einer speziellen Wickelausrüstung zu festen Spulen aufgewickelt. Diese fertigen Spulen können zwischen 10 und 30 Tonnen wiegen und eine Breite von 3 bis 6 Fuß haben und sind bereit für den Versand an Hersteller und Verarbeiter weltweit.
Warmgewalzte Stahlspulen besitzen besondere physikalische und mechanische Eigenschaften, die direkt aus ihrer Hochtemperaturverarbeitung resultieren. Das Verständnis dieser Eigenschaften hilft Ihnen zu bestimmen, wann warmgewalzter Stahl die richtige Wahl für Ihre Anwendung ist.
Die Oberflächenbeschaffenheit von warmgewalztem Stahl ist eines seiner erkennbarsten Merkmale. Da der Stahl bei hohen Temperaturen verarbeitet wird, bildet sich beim Abkühlen eine Schicht aus Eisenoxidzunder auf der Oberfläche. Diese Zunder verleihen warmgewalztem Stahl sein charakteristisches raues, leicht narbiges Aussehen und seine dunkelgraue Farbe. Während bei einigen Anwendungen die Entfernung dieser Ablagerungen durch Beizen oder Kugelstrahlen erforderlich ist, wird diese industrielle Oberfläche bei vielen Anwendungen so verwendet, wie sie ist.
Die Maßtoleranzen bei warmgewalztem Stahl sind im Allgemeinen geringer als bei kaltgewalzten Alternativen. Die Hochtemperaturverarbeitung macht es schwierig, extrem enge Dicken- und Breitenspezifikationen einzuhalten. Typische Dickentoleranzen liegen je nach Materialdicke und -sorte zwischen ±0,030 und ±0,060 Zoll. Für Anwendungen, die genaue Abmessungen erfordern, kann kaltgewalzter Stahl oder eine zusätzliche Bearbeitung erforderlich sein.
Zu den mechanischen Eigenschaften von warmgewalztem Stahl gehören eine gute Duktilität und Formbarkeit, wodurch er sich für Biege-, Stanz- und andere Fertigungsprozesse eignet. Das Material weist je nach Sorte eine mäßige Zugfestigkeit auf, die typischerweise zwischen 400 und 550 MPa liegt. Die Streckgrenze variiert in ähnlicher Weise je nach Zusammensetzung und Verarbeitungsparametern. Diese Eigenschaften machen warmgewalzte Coils ideal für strukturelle Anwendungen, bei denen eine hohe Festigkeit in Kombination mit Bearbeitbarkeit unerlässlich ist.
Bei warmgewalztem Stahl sind die inneren Spannungen minimal, da das Material nach der Verarbeitung ohne zusätzliche Kaltumformung auf natürliche Weise abkühlt. Dieser spannungsfreie Zustand macht warmgewalzten Stahl weniger anfällig für Verformungen oder Rückfederungen während der Herstellung, was ein erheblicher Vorteil beim Formen großer Teile oder komplexer Formen ist.
Warmgewalzte Stahlspulen sind in zahlreichen Qualitäten und Spezifikationen erhältlich, die für unterschiedliche Anwendungen und Leistungsanforderungen konzipiert sind. Durch die Auswahl der geeigneten Sorte wird sichergestellt, dass Ihr Projekt die Struktur-, Formbarkeits- und Kostenziele erfüllt.
| Notenbezeichnung | Hauptmerkmale | Typische Anwendungen |
| A36 | Allgemeiner Baustahl, gute Schweißbarkeit, Streckgrenze 36 ksi | Gebäude, Brücken, allgemeine Fertigung |
| ASTM A1011 | Warmgewalzte Kohlenstoffstahlbleche in verschiedenen Festigkeitsstufen | Automobilteile, Geräte, Metallgebäude |
| HSLA (A572) | Hochfeste Niedriglegierung, Streckgrenze 50–65 ksi, verbesserte Zähigkeit | Schweres Gerät, Druckbehälter, strukturelle Stützen |
| SS-Klasse 40 | Strukturqualität, 40 ksi Mindestertrag, Economy-Klasse | Rahmen, unkritische Strukturkomponenten |
| CS Typ B | Handelsübliche Qualität, mäßige Formbarkeit | Regale, Gehäuse, leichte Anwendungen |
| DDS (Zeichnungsqualität) | Hervorragende Formbarkeit für Tiefziehvorgänge | Karosserieteile für Kraftfahrzeuge, komplex geformte Teile |
Über diese Standardgüten hinaus erfüllen spezielle warmgewalzte Coils spezifische Branchenanforderungen. Witterungsbeständige Stahlsorten wie A588 entwickeln eine schützende Rostpatina, die bei Außenanwendungen einen Anstrich überflüssig macht. Abriebfeste Sorten wie AR400 oder AR500 bieten eine außergewöhnliche Härte für Anwendungen wie Muldenkipper-Ladeflächen oder Bergbaumaschinen, bei denen Verschleißfestigkeit von entscheidender Bedeutung ist.
Die Dickenbereiche für warmgewalzte Coils reichen typischerweise von 0,050 Zoll (1,27 mm) bis zu 0,500 Zoll (12,7 mm) oder mehr, obwohl der häufigste Bereich zwischen 0,075 und 0,250 Zoll liegt. Dünnere Stärken bieten eine bessere Formbarkeit, während dickere Materialien eine größere Strukturkapazität bieten. Die Breite variiert von 24 Zoll bis über 72 Zoll, wobei 48 und 60 Zoll Standardgrößen sind, die den Abfall in vielen Anwendungen minimieren.
Die Wahl zwischen warmgewalzten und kaltgewalzten Stahlcoils ist eine der grundlegendsten Entscheidungen bei der Metallauswahl. Jede Verarbeitungsmethode erzeugt unterschiedliche Eigenschaften, die für unterschiedliche Anwendungen geeignet sind, und das Verständnis dieser Unterschiede verhindert kostspielige Fehler bei der Materialspezifikation.
Die Temperatur während der Verarbeitung ist der Hauptunterschied. Warmgewalzter Stahl wird bei Temperaturen über 1700 °F geformt, während das Material in einem erweichten Zustand bleibt. Kaltgewalzter Stahl hingegen wird bei Raumtemperatur verarbeitet, nachdem zunächst warmgewalzte Coils verwendet wurden. Diese Kaltumformung härtet den Stahl durch Kaltverfestigung und ermöglicht eine genauere Maßkontrolle.
Die Qualität der Oberflächenbeschaffenheit unterscheidet sich erheblich zwischen den beiden. Warmgewalzter Stahl zeichnet sich durch eine raue, schuppige Oberfläche aus, die durch Hochtemperaturoxidation entsteht. Kaltgewalzter Stahl hat eine glatte, saubere Oberfläche mit einem glänzenden Aussehen, da der Zunder während der Verarbeitung entfernt wird und das Material zusätzlichen Veredelungsschritten unterzogen wird. Wenn Ihre Anwendung Lackieren, Plattieren oder ein poliertes Erscheinungsbild erfordert, bietet kaltgewalzter Stahl eine bessere Ausgangsoberfläche.
Maßgenauigkeit begünstigt stark kaltgewalzte Produkte. Durch die Verarbeitung bei Raumtemperatur können Hersteller viel engere Toleranzen einhalten, mit Dickenschwankungen von nur ±0,005 Zoll im Vergleich zu ±0,030 Zoll oder mehr bei warmgewalztem Material. Anwendungen, die präzise Passungen, konsistente Biegeradien oder ein einheitliches Erscheinungsbild erfordern, profitieren von der überlegenen Maßkontrolle von kaltgewalztem Stahl.
Kostenerwägungen begünstigen im Allgemeinen warmgewalzten Stahl, da für die Herstellung weniger Verarbeitungsschritte und weniger Energie erforderlich sind. Warmgewalzte Coils kosten in der Regel 10–20 % weniger als gleichwertiges kaltgewalztes Material. Bei großen Strukturprojekten, bei denen die Oberflächengüte und enge Toleranzen nicht entscheidend sind, bietet warmgewalzter Stahl erhebliche Kosteneinsparungen ohne Leistungseinbußen.
Aufgrund der Verarbeitungsmethoden unterscheiden sich Festigkeits- und Härteeigenschaften. Kaltgewalzter Stahl ist aufgrund der Kaltverfestigung während der Kaltverarbeitung härter und fester als warmgewalzter Stahl derselben Güteklasse. Diese erhöhte Festigkeit geht jedoch mit einer verringerten Duktilität einher, wodurch kaltgewalzter Stahl bei anspruchsvollen Umformvorgängen anfälliger für Risse wird. Die Kombination aus mäßiger Festigkeit und ausgezeichneter Duktilität von warmgewalztem Stahl macht ihn ideal für Anwendungen, bei denen es auf erhebliches Umformen oder Biegen ankommt.
Warmgewalzte Stahlspulen dienen in nahezu allen Industriezweigen als unverzichtbare Rohstoffe. Ihre Vielseitigkeit, Stärke und Kosteneffizienz machen sie für unzählige Anwendungen unverzichtbar, von riesigen Infrastrukturprojekten bis hin zu alltäglichen Konsumgütern.
Die Bauindustrie ist der größte Abnehmer warmgewalzter Stahlcoils. Baustahl für Gebäude, Brücken und Infrastruktur ist in hohem Maße auf warmgewalzte Produkte angewiesen. Metallbauhersteller verarbeiten warmgewalzte Coils zu Wandpaneelen, Dächern und Strukturelementen. Das hohe Verhältnis von Festigkeit zu Gewicht des Materials ermöglicht es Ingenieuren, effiziente Strukturen zu entwerfen, die den Materialverbrauch minimieren und gleichzeitig die Belastungsanforderungen erfüllen. Bewehrungsmaterialien, Stützbalken und Fundamentkomponenten beginnen üblicherweise alle als warmgewalzte Coils.
Der Automobilbau verbraucht enorme Mengen an warmgewalztem Stahl für Fahrzeugrahmen, Fahrwerkskomponenten und Strukturverstärkungen. Während für die Oberflächenqualität von Karosserieaußenteilen in der Regel kaltgewalzter oder beschichteter Stahl verwendet wird, besteht die Grundstruktur der meisten Fahrzeuge aus Gründen der Festigkeit und Formbarkeit aus warmgewalztem Stahl. LKW-Rahmen, Querträger und Aufhängungskomponenten profitieren besonders von der Kombination aus Zähigkeit und Kosteneffizienz von warmgewalztem Stahl.
Die Rohr- und Röhrenproduktion beginnt mit warmgewalzten Coils, die in Streifen geschnitten und dann zu runden oder geformten Profilen geformt werden. Sowohl bei der Herstellung geschweißter als auch nahtloser Rohre wird warmgewalzter Stahl als Ausgangsmaterial verwendet. Öl- und Gaspipelines, Strukturrohre, mechanische Rohre und unzählige andere Rohrprodukte haben ihren Ursprung in warmgewalztem Coilstahl.
Hersteller von Schwermaschinen und Maschinen verlassen sich auf warmgewalzten Stahl für alles, von Bulldozerschaufeln bis hin zu Rahmen für landwirtschaftliche Geräte. Das Material widersteht dem Missbrauch von Erdbewegungsmaschinen, Bergbaumaschinen und industriellen Produktionsanlagen. Verschleißfeste warmgewalzte Güten eignen sich besonders gut für Anwendungen mit Stößen, Abrieb oder hohen Belastungen.
Während warmgewalzte Stahlcoils für viele Anwendungen im Walzzustand verwendet werden können, verbessern verschiedene Oberflächenbehandlungen die Leistung, das Aussehen oder die Korrosionsbeständigkeit. Wenn Sie diese Optionen verstehen, können Sie die richtige Oberflächenvorbereitung für Ihre spezifischen Anforderungen festlegen.
Beim Beizen wird der Walzzunder durch ein chemisches Bad, typischerweise unter Verwendung von Salz- oder Schwefelsäure, vom warmgewalzten Stahl entfernt. Durch diesen Prozess kommt darunter sauberer Stahl zum Vorschein und es entsteht eine graue, matte Oberfläche ohne Oxidation. Nach dem Beizen erhält der Stahl eine leichte Ölbeschichtung, um Rost während der Lagerung und des Transports zu verhindern. Gebeizter und geölter warmgewalzter Stahl, oft HRPO genannt, bietet eine hervorragende Oberfläche zum Schweißen, Lackieren oder zur Weiterverarbeitung. Es kostet etwas mehr als normaler warmgewalzter Stahl, aber deutlich weniger als kaltgewalzter Stahl und bietet gleichzeitig eine sauberere Ausgangsoberfläche.
Warmgewalzte Coils können verzinkt werden, indem sie in geschmolzenes Zink getaucht werden, um eine Schutzschicht zu erzeugen. Dieser verzinkte, warmgewalzte Stahl, der nach der Wärmebehandlung nach dem Beschichten oft als galvannealed bezeichnet wird, bietet eine hervorragende Korrosionsbeständigkeit für Außenanwendungen. Die Zinkbeschichtung dient dazu, den darunter liegenden Stahl vor Rost und Oxidation zu schützen. Verzinkte warmgewalzte Coils werden häufig für Dächer, Fassadenverkleidungen, Leitungen und alle Anwendungen verwendet, die Witterungseinflüssen oder Feuchtigkeit ausgesetzt sind.
Bei der mechanischen Entzunderung durch Kugelstrahlen werden Hochgeschwindigkeitsstahl- oder Keramikpartikel verwendet, um Walzzunder physikalisch zu entfernen und ein strukturiertes Oberflächenprofil zu erzeugen. Diese Behandlung bereitet den Stahl auf Beschichtungsanwendungen vor, indem eine aufgeraute Oberfläche bereitgestellt wird, die die Lackhaftung verbessert. Kugelstrahlen ist üblich für Baustahl, der vor Ort lackiert werden soll, oder für Anwendungen, die bestimmte Oberflächenrauheitsparameter erfordern.
Viele Hersteller tragen nach der Fertigung Farbe oder Pulverbeschichtung auf warmgewalzte Stahlteile auf. Eine ordnungsgemäße Oberflächenvorbereitung einschließlich Reinigung, Entfettung und manchmal dem Auftragen von Konversionsbeschichtungen gewährleistet eine gute Lackhaftung und einen langfristigen Korrosionsschutz. Pulverbeschichtung erfreut sich aufgrund ihrer Haltbarkeit, Umweltvorteile und großen Farbauswahl immer größerer Beliebtheit.
Der Kauf von warmgewalzten Stahlcoils erfordert ein Verständnis der Marktdynamik, der Preismechanismen und der praktischen Logistik, die sich auf Ihre Gesamtanschaffungskosten auswirken. Intelligente Einkaufsstrategien können zu erheblichen Einsparungen führen und gleichzeitig die Materialverfügbarkeit sicherstellen, wenn Sie sie benötigen.
Die Preise für Basismetalle schwanken ständig aufgrund von weltweitem Angebot und Nachfrage, Rohstoffkosten und wirtschaftlichen Bedingungen. Stahlpreise werden in der Regel pro Tonne oder pro Zentner (cwt) angegeben und variieren je nach Region, Walzwerk und aktuellen Marktbedingungen. Zu den wichtigsten Faktoren, die die Preise beeinflussen, gehören die Kosten für Eisenerz, die Energiepreise, die Verfügbarkeit von Schrott und die internationale Handelspolitik einschließlich Zöllen und Quoten.
Extras und Zuschläge erhöhen den Grundpreis und können die Gesamtkosten erheblich beeinflussen. Zu den üblichen Zuschlägen gehören Legierungszuschläge für bestimmte chemische Zusammensetzungen, Größenzuschläge für nicht standardmäßige Breiten oder Dicken, Mengenzuschläge für kleine Bestellungen und Verarbeitungszuschläge für spezielle Oberflächenbehandlungen. Einige Werke erheben auch Treibstoffzuschläge, Frachtgebühren oder andere Gebühren, die je nach Marktbedingungen variieren. Fordern Sie immer einen Einzelpreis an, der diese Komponenten aufschlüsselt, damit Sie Angebote genau vergleichen können.
Die Bestellmenge wirkt sich dramatisch auf den Stückpreis aus. Um die Effizienz zu maximieren, bevorzugen Stahlwerke die Produktion großer Stückzahlen der gleichen Spezifikation, weshalb für kleine Bestellungen in der Regel höhere Preise anfallen. Die Sollbruchstellen variieren je nach Mühle, aber bei Bestellungen von 20–40 Tonnen oder mehr sind im Allgemeinen günstigere Preise möglich als bei kleineren Mengen. Allerdings sollten Sie Mengenrabatte gegen Lagerhaltungskosten und das Veralterungsrisiko abwägen – wenn Sie mehr kaufen, als Sie in einem angemessenen Zeitrahmen verbrauchen können, können scheinbare Einsparungen zunichte gemacht werden.
Die Lieferzeiten variieren je nachdem, ob Sie direkt beim Werk oder bei einem Servicecenter bestellen. Direktbestellungen im Werk erfordern in der Regel 6 bis 12 Wochen für Produktion und Lieferung, während Servicezentren gängige Größen für sofortige Verfügbarkeit vorrätig haben. Servicezentren erheben einen Aufschlag gegenüber den Werkspreisen, bieten jedoch wertvolle Dienstleistungen an, einschließlich Ablängen, Schlitzen und kleinere Mindestmengen.
Vertrags- und Spotkaufstrategien bieten jeweils Vorteile. Langfristige Verträge legen die Preise für mehrere Lieferungen über Monate oder Jahre fest und schützen so vor Preisspitzen, verpassen aber möglicherweise Gelegenheiten, wenn die Preise fallen. Spot-Käufe bieten Flexibilität bei der zeitlichen Abstimmung von Käufen während günstiger Märkte, setzen Sie jedoch der Preisvolatilität aus. Viele Unternehmen nutzen hybride Ansätze, indem sie Verträge für den Grundbedarf abschließen und gleichzeitig Spoteinkäufe für den variablen Bedarf tätigen.
Die ordnungsgemäße Lagerung und Handhabung warmgewalzter Stahlcoils schützt Ihre Investition und stellt sicher, dass das Material bis zur Verwendung in gutem Zustand bleibt. Diese massiven, schweren Objekte erfordern besondere Vorsichtsmaßnahmen, um Schäden, Verletzungen und Qualitätsverluste zu verhindern.
Die Lagerung von Coils erfordert ausreichend Platz und geeignete Stützkonstruktionen. Lagern Sie Spulen aufrecht auf Holz- oder Metallsätteln, die das Gewicht gleichmäßig verteilen und Punktbelastungen verhindern, die die Spule verformen könnten. Stapeln Sie die Spulen niemals horizontal, da das Gewicht zu einer dauerhaften Quetschung der Innenwicklungen führen kann. Halten Sie einen Abstand von mindestens 6 Zoll zwischen Boden und Spulenboden ein, um Feuchtigkeitsansammlung und Rostbildung zu verhindern. Die Lagerung im Innenbereich ist ideal, aber wenn eine Lagerung im Freien erforderlich ist, decken Sie die Spulen mit wasserdichten Planen ab und lassen Sie gleichzeitig die Luftzirkulation zu, um Kondensation zu verhindern.
Die Umweltkontrolle verhindert Korrosion und Qualitätsprobleme. Die blanke Oberfläche von warmgewalztem Stahl ist anfällig für Rost, wenn sie Feuchtigkeit ausgesetzt wird. Halten Sie die Luftfeuchtigkeit der Lagerräume nach Möglichkeit unter 50 % und sorgen Sie für eine gute Belüftung, um Kondensation zu verhindern. Sogar ölbeschichtete Spulen können Rost entwickeln, wenn sie längere Zeit in feuchten Bedingungen gelagert werden. Einige Betriebe verwenden in Lagerbereichen, in denen kritische Materialien verarbeitet werden, Luftentfeuchter oder Korrosionsinhibitorzusätze.
Angesichts des Gewichts und der Größe von Stahlcoils sind sichere Handhabungsverfahren unerlässlich. Ein typisches Coil wiegt 15–30 Tonnen und erfordert für den Transport Laufkräne, Coilheber oder spezielle Ausrüstung. Verwenden Sie niemals Würge oder Schlingen, die die Kanten der Spulen beschädigen oder eine unerwartete Verschiebung der Ladung verursachen könnten. Coilgreifer oder C-Haken, die speziell für die Coilhandhabung entwickelt wurden, bieten die sicherste Hebemethode. Stellen Sie sicher, dass alle Hebegeräte für das Coilgewicht ausgelegt sind und über ausreichende Sicherheitsfaktoren verfügen.
Die Umwandlung warmgewalzter Stahlspulen in fertige Produkte erfordert verschiedene Herstellungsprozesse, bei denen jeweils spezifische Überlegungen zur Erzielung optimaler Ergebnisse angestellt werden. Wenn Sie wissen, wie sich warmgewalzter Stahl bei verschiedenen Vorgängen verhält, können Sie eine effiziente Produktion planen und häufige Probleme vermeiden.
Durch Schlitzen werden Hauptspulen für bestimmte Anwendungen in schmalere Breiten umgewandelt. Hochgeschwindigkeits-Längsschneidanlagen verwenden Kreismesser, um Spulen der Länge nach zu schneiden und das Material gleichzeitig in mehrere kleinere Spulen aufzuwickeln. Die Kantenqualität hängt von der Klingenschärfe und der richtigen Einstellung ab – stumpfe Klingen erzeugen Grate, die sekundäre Entgratungsvorgänge erfordern. Der Zunder von warmgewalztem Stahl kann den Klingenverschleiß beschleunigen, sodass für das Schlitzen großer Stückzahlen ein häufiger Klingenwechsel oder die Verwendung von Hartmetallwerkzeugen erforderlich sein kann.
Beim Ablängen werden Coils in flache Bleche mit bestimmten Abmessungen umgewandelt. Ablänglinien wickeln das Material ab, glätten es und schneiden es in Platten, die sich zur einfachen Handhabung und Weiterverarbeitung stapeln lassen. Die inneren Spannungen bei warmgewalztem Stahl sind minimal, sodass geschnittene Bleche im Allgemeinen flach liegen und keine übermäßige Wellung oder Wölbung aufweisen. Allerdings kann die raue Oberfläche auf Vorschubwalzen und Richtgeräte abrasiv wirken und eine häufigere Wartung erfordern als die Kaltwalzbearbeitung.
Umformvorgänge wie Biegen, Stanzen und Rollformen eignen sich dank seiner hervorragenden Duktilität gut für warmgewalzten Stahl. Die Weichheit des Materials im Vergleich zu kaltgewalztem Stahl reduziert Umformkräfte und Werkzeugverschleiß. Die raue Oberflächenbeschaffenheit kann jedoch das Erscheinungsbild in sichtbaren Bereichen beeinträchtigen und zu Abrieb oder Abnutzung der Matrizen führen. Die Rückfederung ist bei warmgewalztem Stahl im Allgemeinen weniger problematisch als bei kaltgewalztem Stahl, was die Berechnung des Biegewinkels vereinfacht.
Das Schweißen von warmgewalztem Stahl verläuft mit den meisten gängigen Schweißverfahren, einschließlich MIG, WIG, Stabschweißen und Fülldrahtschweißen, reibungslos. Der Oberflächenzunder sollte durch Schleifen, Drahtbürsten oder Beizen von den Schweißflächen entfernt werden, um einwandfreie Schweißnähte zu gewährleisten. Die chemische Zusammensetzung von warmgewalztem Stahl ist in der Regel unkompliziert und weist keinen hohen Legierungsgehalt auf, sodass er mit Standardverfahren gut geschweißt werden kann. Bei dicken Abschnitten oder Sorten mit hohem Kohlenstoffgehalt kann ein Vorwärmen erforderlich sein, um Risse zu vermeiden.
Die Bearbeitungseigenschaften von warmgewalztem Stahl liegen zwischen leicht zerspanbaren Sorten und schwer zerspanbaren Legierungen. Das Material lässt sich recht gut mit Hartmetall- oder Schnellarbeitsstahlwerkzeugen schneiden. Die raue Oberfläche und mögliche Ablagerungen können dazu führen, dass Schneidwerkzeuge schneller stumpf werden als bei der Bearbeitung von gebeizten oder kaltgewalzten Materialien. Rechnen Sie mit einer moderaten Werkzeugstandzeit und planen Sie Werkzeugwechsel entsprechend bei Bearbeitungsvorgängen mit hohem Volumen.
Um sicherzustellen, dass warmgewalzte Stahlspulen den Spezifikationen entsprechen, ist eine systematische Qualitätskontrolle während der gesamten Produktion und beim Empfang erforderlich. Diese Test- und Inspektionsmethoden überprüfen Materialeigenschaften und identifizieren Mängel, bevor sie Probleme bei der Herstellung oder im Betrieb verursachen.
Die Analyse der chemischen Zusammensetzung bestätigt, dass der Stahl die Qualitätsspezifikationen für Kohlenstoffgehalt, Mangan, Schwefel, Phosphor und andere Legierungselemente erfüllt. Mühlen führen in der Regel während der Produktion spektroskopische Analysen durch und stellen zertifizierte Mühlentestberichte zur Dokumentation der Zusammensetzung bereit. Wenn kritische Anwendungen eine Verifizierung erfordern, liefern unabhängige Labortests mittels optischer Emissionsspektroskopie oder Röntgenfluoreszenz die Bestätigung.
Bei der Prüfung mechanischer Eigenschaften werden Zugfestigkeit, Streckgrenze und Dehnung anhand standardisierter Verfahren bewertet. Zur Messung dieser Eigenschaften werden aus Spulenproben geschnittene Prüfkörper einem Zugversuch unterzogen. Die Ergebnisse müssen innerhalb der für die Note angegebenen Bereiche liegen. Die Härteprüfung mit Rockwell- oder Brinell-Methoden ermöglicht eine schnelle Überprüfung der relativen Festigkeit und Konsistenz einer Spule.
Bei der Maßprüfung wird überprüft, ob Dicke, Breite und Ebenheit den Toleranzen entsprechen. Dickenmessgeräte messen an mehreren Punkten über die Breite, um Balligkeit oder Kantenverdünnung zu erkennen. Breitenmessungen bestätigen, dass die Spule den bestellten Abmessungen entspricht. Die Ebenheit kann visuell oder im kritischen Fall mit Spezialgeräten beurteilt werden. Bei der Prüfung des Kantenzustands wird auf Risse, Risse oder übermäßige Welligkeit geprüft, die zu Verarbeitungsproblemen führen könnten.
Bei der Oberflächenqualitätsprüfung werden Mängel wie Zunderverlust, Riefen, Kratzer oder Rost festgestellt, die das fertige Produkt beeinträchtigen könnten. Während warmgewalzter Stahl von Natur aus eine raue Oberfläche aufweist, sind übermäßige Fehler, die über den normalen Walzzunder hinausgehen, nicht akzeptabel. Die Inspektion erfolgt typischerweise beim Abwickeln oder bei der ersten Verarbeitung, wenn die gesamte Oberfläche untersucht werden kann. Bei schwerwiegenden Mängeln kann eine Zurückweisung oder eine Preisanpassung erforderlich sein.
Mühlenzertifizierungen und Rückverfolgbarkeitsdokumente liefern wichtige Qualitätsaufzeichnungen. Zertifizierte Werkstestberichte geben detailliert Auskunft über die chemische Zusammensetzung, die mechanischen Eigenschaften und die Testverfahren für jedes Coil oder jede Produktionscharge. Die Pflege dieser Dokumente unterstützt Qualitätssysteme, Kundenanforderungen und die Einhaltung gesetzlicher Vorschriften. Auf Spulen gestanzte oder aufgemalte Schmelznummern ermöglichen die Rückverfolgung des Materials zu bestimmten Produktionschargen, falls Probleme auftreten.
Warmgewalzte Stahlcoils sind Teil eines der erfolgreichsten Recycling-Ökosysteme in der Fertigung. Das Verständnis der Umweltaspekte der Stahlproduktion und des Stahlrecyclings hilft Unternehmen, Nachhaltigkeitsziele zu erreichen und gleichzeitig möglicherweise Kosten zu senken.
Stahl ist ohne Qualitätsverlust unbegrenzt recycelbar, was bedeutet, dass Stahlschrott unbegrenzt wieder eingeschmolzen und in neue Produkte umgewandelt werden kann. Ungefähr 90 % des in Bau- und Automobilanwendungen verwendeten Stahls werden schließlich recycelt und nicht auf der Mülldeponie entsorgt. Diese außergewöhnliche Recyclingquote macht Stahl zu einem der umweltfreundlichsten verfügbaren Baumaterialien.
Moderne Stahlwerke verwenden in der Produktion einen erheblichen Anteil an recyceltem Material. Elektrolichtbogenofenanlagen (EAF) können Stahl aus fast 100 % Schrott herstellen, während integrierte Mühlen mit Hochöfen typischerweise 25–40 % Schrott zusammen mit reinem Eisenerz verarbeiten. Dieser recycelte Anteil reduziert den Energieverbrauch, die Treibhausgasemissionen und den Abbau natürlicher Ressourcen im Vergleich zur Herstellung von Stahl vollständig aus Rohstoffen.
Die Energieeffizienz beim Warmwalzen hat sich durch technologische Fortschritte erheblich verbessert. Wärmerückgewinnungssysteme erfassen Abwärme aus Walz- und Kühlprozessen. Computergesteuerte Abläufe optimieren Temperaturprofile und Walzpläne, um den Energieverbrauch zu minimieren. Moderne Werke verbrauchen etwa 50 % weniger Energie pro produzierter Tonne Stahl im Vergleich zu Betrieben vor mehreren Jahrzehnten.
Bei der End-of-Life-Planung sollte berücksichtigt werden, wie warmgewalzte Stahlprodukte recycelt werden. Design-for-Demontage-Prinzipien erleichtern die Trennung von Stahlbauteilen von anderen Materialien beim Abriss oder der Verschrottung. Der Verzicht auf schwer trennbare Verbundmaterialien erhöht die Recyclingquote. Die Auswahl von Farben und Beschichtungen kann sich auch auf die Recyclingfähigkeit auswirken – einige Beschichtungen erschweren das Recycling, während andere nur minimale Auswirkungen haben.
Durch die Abfallverwaltung während der Fertigung wird wertvolles Material zurückgewonnen und die Kosten für die Abfallentsorgung gesenkt. Abgeschnittene Teile, Ausschussteile und Prozessabfälle sind für Schrotthändler von Wert. Durch die Sortierung des Schrotts nach Qualität und dessen Freihaltung von Verunreinigungen wird der Wert maximiert. Viele Hersteller erzielen erhebliche Einnahmen aus Schrottverkäufen, die die Rohstoffkosten ausgleichen.
Die Warmwalzstahlindustrie entwickelt sich durch technologische Innovationen, sich ändernde Marktanforderungen und Nachhaltigkeitsinitiativen weiter. Sich über diese Trends im Klaren zu sein, hilft Herstellern, Veränderungen vorherzusehen und neue Chancen zu nutzen.
Fortschrittliche hochfeste Stahlsorten (AHSS) breiten sich über kaltgewalzte Anwendungen hinaus auch auf warmgewalzte Produkte aus. Diese Spezialstähle erreichen durch sorgfältiges Legieren und thermische Verarbeitung eine höhere Festigkeit bei geringerem Gewicht. AHSS der dritten Generation kombiniert außergewöhnliche Festigkeit mit verbesserter Formbarkeit und ermöglicht so leichtere Strukturen, die Sicherheit und Haltbarkeit beibehalten oder verbessern. Automobil- und Bauanwendungen erfordern zunehmend diese Materialien, um Gewichtsreduzierungs- und Leistungsziele zu erreichen.
Digitale Transformation und Industrie 4.0-Technologien revolutionieren die Stahlproduktion. Echtzeit-Überwachungssysteme überwachen jeden Aspekt des Walzvorgangs und ermöglichen sofortige Anpassungen zur Aufrechterhaltung der Qualität. Algorithmen zur vorausschauenden Wartung antizipieren Geräteausfälle, bevor sie auftreten, und reduzieren so Ausfallzeiten. Künstliche Intelligenz optimiert Walzpläne, sagt Materialeigenschaften voraus und verbessert die Ausbeute. Diese Technologien steigern die Produktivität und verbessern gleichzeitig die Produktkonsistenz.
Nachhaltigkeitsinitiativen treiben Veränderungen in den Stahlherstellungsprozessen und Produktangeboten voran. Wasserstoffbasierte Direktreduktionsverfahren versprechen eine nahezu kohlenstofffreie Stahlproduktion, auch wenn die Umsetzung im kommerziellen Maßstab noch Jahre auf sich warten lässt. Technologien zur Kohlenstoffabscheidung und -bindung können die weitere Nutzung traditioneller Hochöfen mit drastisch reduzierten Emissionen ermöglichen. Mühlen bieten zunehmend Produkte mit zertifiziertem Recyclinganteil und Dokumentation des CO2-Fußabdrucks an, um die Nachhaltigkeitsberichterstattung ihrer Kunden zu unterstützen.
Die Optimierung der Lieferkette durch verbesserte Logistik und Bestandsverwaltung hilft Fabriken und Servicezentren, schneller auf Kundenbedürfnisse zu reagieren. Just-in-Time-Liefersysteme reduzieren den Bestandsbedarf der Kunden und stellen gleichzeitig die Materialverfügbarkeit sicher. Es entstehen digitale Marktplätze, die Käufer und Verkäufer effizienter verbinden, wodurch möglicherweise Transaktionskosten gesenkt und die Preistransparenz verbessert werden.
Globale Kapazitätsverlagerungen verändern weiterhin die Wettbewerbslandschaft, da die Produktion in Regionen mit niedrigeren Kosten oder in der Nähe wachsender Märkte verlagert wird. Das Verständnis dieser Veränderungen hilft Käufern, ihre Bezugsquellen zu diversifizieren und Risiken zu managen. Handelsrichtlinien, einschließlich Zölle, Quoten und Handelsabkommen, wirken sich erheblich auf Preise und Verfügbarkeit aus, sodass es wichtig ist, die regulatorischen Entwicklungen in wichtigen Produktionsregionen zu überwachen.
Aufgrund ihrer hohen Rostschutzwirkung werden sie häufig ...

Der vollständige Name der PPGI-/PPGL-Spule lautet vorlack...
Hafen: Zhejiang, China Vorteile unserer vorlackierten ...

ANWENDUNG VON PPGI Konstruktion: Außen: Werkstatt, lan...




