- Nr. 8, Zaolin Road,
Longxiang-Straße,
Tongxiang, Zhejiang, China - +86 573 89381086[email protected]
- DownloadsPDF-Broschüren
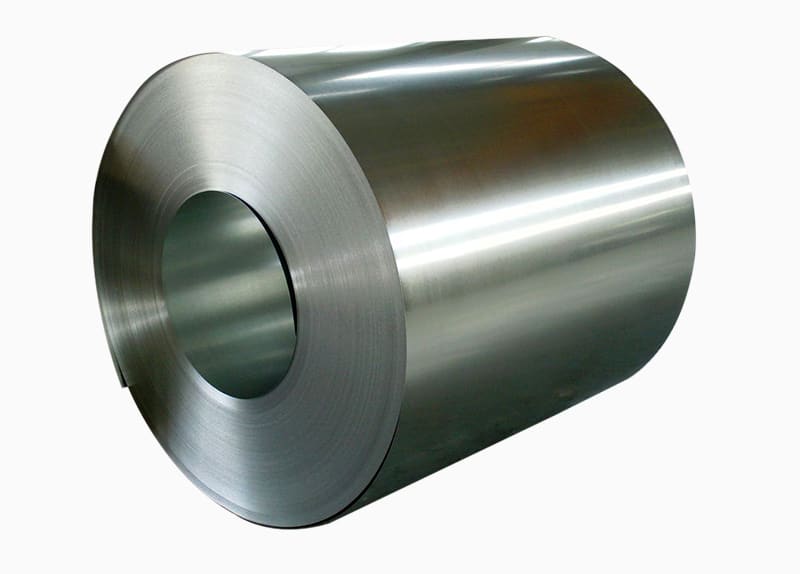
Farbbeschichtete Stahlcoils – allgemein auch als vorlackierte Stahlcoils, PPGI-Coils (vorlackiertes verzinktes Eisen) oder farbbeschichteter Walzstahl bezeichnet – sind Stahlcoils, die in einer kontinuierlichen Bandbeschichtungslinie verarbeitet wurden, in der eine oder beide Oberflächen gereinigt, chemisch behandelt, grundiert und mit einer oder mehreren Schichten organischer Beschichtung versehen werden, bevor sie für den Versand erneut aufgerollt werden. Der Prozess erzeugt eine gleichmäßige, werkseitig kontrollierte Beschichtung, die weitaus gleichmäßiger und haltbarer ist als die Lackierung nach der Fertigung, die auf geschnittene oder geformte Teile aufgetragen wird.
Das Basissubstrat für Farbbeschichtete Stahlspulen kann je nach beabsichtigter Anwendung erheblich variieren. Das gebräuchlichste Substrat ist feuerverzinkter Stahl (GI), der unter der organischen Beschichtung einen Korrosionsschutz auf Zinkbasis bietet. Weitere Substrate sind Galvalume (mit einer Aluminium-Zink-Legierung beschichteter Stahl, auch bekannt als AZ oder Zincalume), elektroverzinkter Stahl, kaltgewalzter Stahl (CR) und gelegentlich warmgewalzter gebeizter und geölter Stahl (HRPO) für schwerere industrielle Anwendungen. Die Kombination aus metallischer Beschichtung und organischer Deckschicht verleiht farbbeschichteten Stahlbandprodukten einen mehrschichtigen Schutz gegen Korrosion, UV-Zersetzung und mechanische Beschädigung.
Der Coil-Coating-Prozess – manchmal auch kontinuierliche Coil-Coating-Linie oder CCL-Prozess genannt – ist ein hochautomatisierter Hochgeschwindigkeitsfertigungsvorgang, bei dem Beschichtungen auf Stahlbänder mit Liniengeschwindigkeiten aufgetragen werden, die typischerweise zwischen 60 und 150 Metern pro Minute liegen. Das Verständnis der Produktionsschritte hilft Käufern, Qualitätsansprüche einzuschätzen und zu verstehen, warum bandbeschichtete Produkte sich anders verhalten als herkömmlich lackierter Stahl.
Das Stahlband durchläuft zunächst eine Reihe von Reinigungsstufen, in denen Walzöle, Oberflächenoxide und Verunreinigungen mithilfe alkalischer Reiniger und Wasserspülungen entfernt werden. Darauf folgt eine chemische Vorbehandlungsstufe – typischerweise eine Chromat-, chromatfreie (Zirkon- oder Titan-basierte) oder Eisenphosphat-Konversionsbeschichtung – die eine chemisch aktive Oberfläche erzeugt, die die Haftung der Grundierungsschicht fördert und einen zusätzlichen Barriereschutz gegen Unterschichtkorrosion bietet. Die Wahl der Vorbehandlungschemie wird immer wichtiger, da der regulatorische Druck die Industrie zu chromatfreien Systemen drängt.
Nach der Vorbehandlung wird eine Grundierung mittels Walzenauftragsmaschine auf eine oder beide Seiten des Bandes aufgetragen. Der Primer – typischerweise eine Formulierung auf Epoxid-, Polyurethan- oder Polyesterbasis – dient als Haftschicht zwischen der Vorbehandlung und dem Decklack und enthält häufig korrosionshemmende Pigmente wie Strontiumchromat oder Zinkphosphat. Das grundierte Band wird dann durch einen Aushärteofen geführt, wo es zur thermischen Aushärtung auf eine maximale Metalltemperatur (PMT) von etwa 200–240 °C erhitzt wird. Die typische Trockenschichtdicke der Grundierung liegt zwischen 5 und 8 Mikrometern.
Der Decklack wird von einer zweiten Walzenauftragsstation auf die ausgehärtete Grundierung aufgetragen. Dies ist die Schicht, die für die Farbe, den Glanz und die Oberflächenleistung des fertigen vorlackierten Stahlbandes sorgt. Nach dem Auftragen durchläuft das Band einen zweiten Härtungsofen – wiederum auf eine PMT von typischerweise 220–250 °C, abhängig vom Harzsystem – und wird dann mit Wasser abgeschreckt, um das beschichtete Band vor dem erneuten Aufwickeln schnell abzukühlen. Während der Grundierungs- oder Deckschichtphase wird häufig eine Rückseitenbeschichtung auf die Rückseite aufgetragen, um Korrosionsschutz und Formbarkeit auf der nicht sichtbaren Seite zu gewährleisten.
Das Deckschichtharzsystem ist der wichtigste Faktor für die Witterungsbeständigkeit, Flexibilität, chemische Beständigkeit und Lebensdauer eines farbbeschichteten Stahlprodukts. Unterschiedliche Harzchemien bieten unterschiedliche Leistungsprofile, die für unterschiedliche Endanwendungen und Expositionsbedingungen geeignet sind.
Aufgrund seiner geringen Kosten, der hervorragenden Verarbeitbarkeit, der guten Farbpalette und der angemessenen Leistung für Innen- und leichte Außenanwendungen ist Standardpolyester das am häufigsten verwendete Deckbeschichtungsharz in der farbbeschichteten Stahlbandindustrie. Die typische Trockenfilmdicke beträgt 15–25 Mikrometer. Standard-PE-Beschichtungen weisen eine begrenzte UV-Beständigkeit auf und werden im Allgemeinen nicht für architektonische Außenanwendungen mit einer geplanten Lebensdauer von mehr als 10 Jahren in rauen Umgebungen empfohlen. Sie werden am häufigsten für Innendächer, allgemeine Industrieverkleidungen, Gerätepaneele und Regale verwendet.
Silikonmodifizierte Polyesterbeschichtungen integrieren Silikonharz in das Polyestergerüst und verbessern so die UV-Beständigkeit und Hitzebeständigkeit im Vergleich zu Standard-PE deutlich. SMP-Beschichtungen werden häufig für Dach- und Fassadenanwendungen im Außenbereich in gemäßigten Klimazonen verwendet und bieten aufgrund ihrer Farbbeständigkeit und Kreidebeständigkeit eine typische Lebensdauer von 15 bis 20 Jahren. Die Foliendicke ist mit 20–25 Mikrometern ähnlich wie bei Standard-PE. SMP bietet ein gutes Verhältnis von Leistung und Kosten für gängige Bauanwendungen.
HDP-Harze sind mit Polyestergrundgerüsten mit höherem Molekulargewicht und optimierten UV-Stabilisatorpaketen formuliert, um eine verbesserte Witterungsbeständigkeit gegenüber Standard-PE zu erzielen, ohne den vollen Kostenaufschlag von PVDF. HDP-Beschichtungen werden zunehmend als kostengünstige Mittelklasse-Option für Außenanwendungen spezifiziert, bei denen die SMP-Leistung grenzwertig ist, eine vollständige PVDF-Spezifikation jedoch kommerziell nicht gerechtfertigt ist. Typische Angaben zur Kalkbeständigkeit in gemäßigten Klimazonen liegen bei 20–25 Jahren.
PVDF-basierte Beschichtungen – verkauft unter Handelsnamen wie Kynar 500 und Hylar 5000 – stellen die Premiumklasse der farbbeschichteten Stahlbanddecklacke dar und sind der Maßstab für langlebige Architekturanwendungen. Das Fluorpolymer-Rückgrat bietet eine außergewöhnliche Beständigkeit gegen UV-Strahlung, Kreidung, Farbverblassen, chemische Angriffe und Schmutzansammlung. Standardformulierungen enthalten 70 % PVDF-Harz und 30 % Acryl. Die Filmdicke beträgt bei einem Standard-Zweischichtsystem typischerweise 25–27 Mikrometer. PVDF-beschichtete Farbstahlspulen werden für hochwertige Architekturdächer, Vorhangfassaden und Fassadenverkleidungen spezifiziert, bei denen Garantiezeiten von 30–40 Jahren erforderlich sind. Fluorethylenvinyletherharze (FEVE) bieten eine vergleichbare Leistung und gewinnen Marktanteile bei lösungsmittelbasierten Bautenanstrichmitteln.
Bei Plastisolbeschichtungen handelt es sich um dicke Beschichtungen auf PVC-Basis, die mit Trockenfilmdicken von 100–200 Mikrometern aufgetragen werden und eine stark strukturierte Oberfläche mit hervorragender Kratzfestigkeit, Formbarkeit und akustischen Dämpfungseigenschaften erzeugen. Sie werden häufig für Dachbahnen, Wandverkleidungen und landwirtschaftliche Gebäude in nordeuropäischen Märkten eingesetzt. Die Haupteinschränkungen von Plastisol sind die relativ geringe UV-Beständigkeit im Vergleich zu PVDF und die Neigung zur Auskreidung in Umgebungen mit hohem UV-Schutz, obwohl UV-stabilisierte Varianten eine deutlich verbesserte Haltbarkeit im Außenbereich aufweisen.
Farbbeschichtete Stahlspulen werden gemäß einer Reihe nationaler und internationaler Standards hergestellt und gehandelt, die Substratqualität, Beschichtungsgewicht, mechanische Eigenschaften und Oberflächenqualität definieren. Die Kenntnis der wichtigsten Normen verhindert Spezifikationsfehler und Missverständnisse in der Lieferkette.
| Standard | Region | Umfang |
| EN 10169 | Europa | Kontinuierlich organisch beschichtete Stahlflachprodukte – Anforderungen und Prüfung |
| ASTM A755 | USA | Stahlblech, im Schmelztauchverfahren metallisch beschichtet und im Coil-Coating-Verfahren vorlackiert |
| JIS G3312 | Japan | Vorlackierte, feuerverzinkte und mit einer Zink-Eisen-Legierung beschichtete Stahlbleche und Coils |
| GB/T 12754 | China | Farbbeschichtete Stahlbleche und -bänder – nationale Norm für PPGI- und PPGL-Produkte |
| AS 1397 | Australien/Neuseeland | Stahlbleche und -bänder – feuerverzinkt oder mit Aluminium/Zink beschichtet, relevant für Colorbond und ähnliche PPGL-Produkte |
Bei der internationalen Beschaffung von farbbeschichteten Stahlspulen – insbesondere aus chinesischen oder südostasiatischen Werken – ist es wichtig zu bestätigen, nach welchem Standard das Produkt hergestellt wird, da mechanische Eigenschaften, Zinkbeschichtungsgewichte und Filmdickentoleranzen zwischen den Standards erheblich variieren. Fordern Sie stets Werksprüfzertifikate (MTCs) an, die sich ausdrücklich auf die geltende Norm beziehen und Messwerte für das Zinkbeschichtungsgewicht, die Trockenfilmdicke, den Glanzgrad und die Ergebnisse des T-Biegetests enthalten.

Der Kauf von farbbeschichteten Walzstahlspulen ohne sorgfältige Prüfung der technischen Spezifikationen ist eine der häufigsten Ursachen für Leistungsprobleme und Garantiestreitigkeiten in Konstruktion und Fertigung. Hier sind die kritischen Parameter, die es zu spezifizieren und zu überprüfen gilt:
Farbbeschichtete Stahlspulen gehören zu den vielseitigsten verfügbaren Bau- und Industriematerialien und bedienen eine bemerkenswerte Bandbreite an Endmärkten. Wenn Käufer wissen, wo und wie sie verwendet werden, können sie die Produktspezifikationen mit den tatsächlichen Serviceanforderungen in Einklang bringen.
Das Baugewerbe ist weltweit mit Abstand der größte Endverbrauchssektor für farbbeschichtete Stahlspulen und verbraucht schätzungsweise 60–70 % der Gesamtproduktion. Zu den Anwendungen gehören profilierte Dachbahnen, Wandverkleidungsplatten, Stehfalzdachsysteme, Verbundsandwichplatten, Regenschutzfassaden, Dachrinnen- und Regenwassersysteme sowie Stahlrahmenkomponenten. Für Dächer und Verkleidungen werden PPGL-Substrate (vorlackiertes Galvalume) auf Galvalume-Basis mit SMP- oder PVDF-Deckschichten aufgrund der überlegenen Schnittkantenkorrosionsbeständigkeit der Aluminium-Zink-Legierungsbeschichtung zunehmend gegenüber verzinktem PPGI bevorzugt.
Kühlschränke, Waschmaschinen, Klimaanlagen, Mikrowellenherde und Geschirrspüler verwenden alle farbig beschichtete Stahlplatten für Außen- und Innenkorpuskomponenten. Vorlackiertes Stahlband in Gerätequalität erfordert eine hervorragende Kratzfestigkeit, chemische Beständigkeit gegenüber Wasch- und Reinigungsmitteln, eine glatte Oberfläche und eine gleichbleibende Farbe bei hohen Produktionsmengen. Am häufigsten werden Beschichtungen auf Polyester- und Polyurethanbasis verwendet, oft mit speziellen Anti-Fingerprint- oder antibakteriellen Oberflächenbehandlungen für sichtbare Panels.
LKW-Anhänger, Eisenbahnwaggons, Buskarosserieteile, Containertüren und Schiffscontainerauskleidungen werden aus farbbeschichteten Stahlspulen hergestellt. Diese Anwendungen erfordern eine hohe Schlagfestigkeit, gute Formbarkeit für komplexe Plattenformen und Haltbarkeit bei wiederholter mechanischer Beanspruchung und Witterungseinflüssen. Aufgrund ihrer hervorragenden Splitter- und Abriebfestigkeit werden in diesem Sektor häufig dicke Plastisol- oder hochschichtige Polyesterbeschichtungen eingesetzt.
Stahllagerregale, Regalsysteme, Schließfachpaneele, Büromöbel, Garagentore und Industriegehäuse werden in großen Mengen aus farbbeschichteten Stahlbändern hergestellt. Bei diesen Anwendungen ist die Kosteneffizienz ein Hauptfaktor, und Standard-Polyesterbeschichtungen auf verzinktem Substrat Z100–Z140 sind in der Regel ausreichend. Farbkonsistenz und Oberflächenqualität sind dort wichtig, wo fertige Produkte in Einzelhandels- oder Büroumgebungen sichtbar sind.
Die beiden vorherrschenden Substrattypen für farbbeschichtete Stahlspulen – PPGI (vorlackiertes verzinktes Eisen, verzinkt) und PPGL (vorlackiertes Galvalume, Aluminium-Zink-beschichtet) – werden von Käufern häufig verwechselt oder synonym verwendet, weisen jedoch deutlich unterschiedliche Leistungsprofile auf, die die Substratauswahl beeinflussen sollten.
| Eigentum | PPGI (verzinkt) | PPGL (Galvalume / AZ) |
| Metallische Beschichtungszusammensetzung | Reines Zink (99 % Zn) | 55 % Al, 43,5 % Zn, 1,5 % Si |
| Korrosionsbeständigkeit der flachen Oberfläche | Gut | Ausgezeichnet (2–4× besser als GI) |
| Modernste Korrosionsbeständigkeit | Hervorragend (Opferzinkschutz) | Mäßig (weniger aufopferungsvolle Aktion) |
| Hitzebeständigkeit | Mäßig (Zink schmilzt bei 420 °C) | Gut (Al content raises resistance) |
| Formbarkeit | Sehr gut | Gut (slightly less ductile) |
| Relative Kosten | Niedriger | Etwas höher |
| Bestens geeignet für | Haushaltsgeräte, allgemeiner Bau, Innenbereich | Langlebige Dächer, Küsten- und aggressive Umgebungen |
Für die meisten langlebigen Außendach- und -verkleidungsanwendungen – insbesondere in Küsten-, Industrie- oder tropischen Umgebungen – ist PPGL aufgrund seiner deutlich besseren Gesamtkorrosionsbeständigkeit das bevorzugte Substrat. Wenn Profilbleche vor Ort auf Länge geschnitten werden und der Schnittkantenschutz im Vordergrund steht, bietet die Opferzinkwirkung von PPGI einen Vorteil. In vielen Märkten werden beide Substrattypen im gleichen Beschichtungssystem und Farbbereich angeboten, so dass die Wahl eine einfache Leistungs-Kosten-Entscheidung auf der Grundlage der spezifischen Belichtungsumgebung ist.
Bei vorlackierten Stahlcoils kann es während der Lagerung und Handhabung zu verschiedenen Schäden kommen, die durch geeignete Verfahren vollständig vermeidbar sind. Schäden, die in dieser Phase entstehen, sind oft irreversibel und führen zu kostspieligem Materialausschuss oder einer verminderten Serviceleistung.
Aufgrund ihrer hohen Rostschutzwirkung werden sie häufig ...

Der vollständige Name der PPGI-/PPGL-Spule lautet vorlack...
Hafen: Zhejiang, China Vorteile unserer vorlackierten ...

ANWENDUNG VON PPGI Konstruktion: Außen: Werkstatt, lan...




